The rapid development of the manufacturing industry must be supported by the cutting tool industry.
Dongfeng Motor Co., Ltd. As a company specializing in the production of edge measuring tools, Dongfeng Motor Co., Ltd. has accumulated more than 40 years of production experience. The tool materials involved are mainly carbon tool steel, alloy tool steel and high speed steel. The heat treatment processes and equipment involved are classified isothermal salt bath quenching, vacuum heat treatment quenching and induction heat treatment and surface PVD coating. The equipment is salt bath furnace, vacuum furnace and high frequency induction equipment, PVD coating equipment. Salt bath furnaces are used frequently, mainly for processing large quantities of high speed steel tools and other alloy steel tools, while vacuum furnaces are only used to process small batch tools such as rolling wheels and silk plates due to their own defects.
Through production practice, we believe that the main factors affecting tool life are: materials (degree of carbide segregation of raw materials, large horny carbides and large grain carbides), hardness, toughness, heat treatment process (quenching heating temperature and grain size) , the degree of carbide dissolution, tempering, superheat level). The quenching heating temperature is relatively sensitive, and a slight oversight will cause quality problems.
(1) High degree of carbide segregation in high-speed steel reduces the plasticity, weakens the strength of the matrix, is prone to cracking during forging, the tool is easy to chip and wear during use; the heat sensitivity is increased during heat treatment, along the carbide belt The shape is prone to cracking; the retained austenite content in the carbide accumulation increases, which is easy to cause partial tempering; the large carbides make the low-fold structure worse, and it is easy to generate stress concentration and cleave cracking under the action of external force.
(2) Low hardness in hardness and toughness does not have a high life, but high hardness may not be good. High hardness and wear resistance, but poor toughness is easy to chip, resulting in permanent failure.
(3) Heat treatment process Under the premise of ensuring strength and toughness, quenching heating must ensure that carbides are dissolved into the matrix as much as possible, and carbide precipitation should be avoided as much as possible to ensure maximum secondary after tempering. Hardening effect.
As the manufacturer of the tool, the inspection of the high-speed steel raw materials into the factory should be strictly controlled, and the distribution of the carbides should be improved by forging to make them break and evenly distributed, and check off from the source. In this respect, my factory has a personal lesson. I discussed in "Rubbering Failure Analysis and Quality Improvement" and "Large Broach Failure Analysis and Improvement Measures" published in Metal Processing (Hot Processing) in July 2011 and May 2012, respectively. Carbide problems in the blade teeth of abnormally failing tools. Figure 1 and Figure 2 show the carbide non-uniformity and carbide accumulation in the toothed part of the failed shaving cutter, respectively. Figure 3 shows the carbide non-uniformity level of the 10 mm of the tooth spline of the large spline knives with abnormal failure of f136mm. This can be seen.

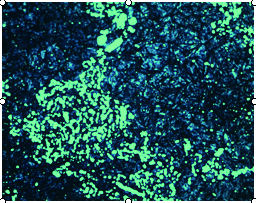

Figure 1 Level 5 100 × Figure 2 Level 3 500 × Figure 3 Level 6A 100 ×
The heat treatment of the tool manufacturing unit should be customized, some tools should be properly overheated, and some tools are strictly prohibited from overheating. For example, for the tap, the hot hardness during cutting is no longer the main evaluation index, but more attention should be paid to the toughness. It is necessary to adjust the quenching heating temperature to enhance the toughness, and the grain size should be controlled to be finer. For the large-diameter raw materials used for large-sized complex tools, the degree of segregation of carbides is serious, and the quenching heating temperature and heating time should be appropriately reduced. It should not be too long to prevent thermal cracking, and because the retained austenite content after quenching is relatively high, the microstructure changes more during tempering, the tissue stress is larger, and the cooling rate cannot be too fast, so slow cooling should be noted. When testing the heat treatment index of the tool, it is very risky to measure the hardness without looking at the metallographic phase. Mr. Zhao Buqing, an old expert in the tool heat treatment industry, repeatedly emphasized that “hardness is only a surface phenomenon, metallographic organization is the essenceâ€, this is our tool heat treatment work. Those who need to keep in mind.
The high life of the tool should also be demonstrated in the parameter design. For example, if the helix angle of the spiral groove tap for machining the crankshaft is large, the rake angle is also large. Although it improves the cutting edge sharpness, reduces the cutting deformation and friction, reduces the cutting heat, and reduces the tapping torque, it reduces the cutting edge strength, resulting in poor chip removal or chip clogging, which causes the tap to break. Therefore, proper design of the tool parameters can improve the wear resistance of the cutting edge.
Whether the use of tools can achieve high life is a systematic project. In addition to good parameter design, raw materials and heat treatment processes require special attention, ensuring the quality of the sharpening so that the worn teeth are completely trimmed, and the management ensures that the tool wears to a certain amount and forces the tool to be repaired. Knife", supplemented by the normal performance of the tool coating performance, coupled with the vibration and small rigidity of the equipment to ensure that we can use the tool to achieve high tool life.
Raw Material Of Other Chemicals
These materials are raw materials for different chemicals. One of them is possible to be used in many chemicals or fields. Different materials are also possible to used for the same finished material.
It is basic material for many fields, such as pharma, chemical, dying, washing industry, and manufacture industry. Some are powder, some granule, some flake, some crystalline.
It is identified by purity and granule/block size, purity is the main identified method. It is used in different products as per its size.
Raw Material Of Other Chemicals
Chemicals Raw Products,White Powder Chemicals,White Crystal Chemicals,Raw Material Of Pharm
NINGXIA PURU CHEMICAL CO., LTD , http://www.nxpuruchem.com