1. Overview
Our company has developed swirl burners for 600MW, 1000MW subcritical and super (ultra-supercritical) boilers, featuring a unique design with high precision requirements. These burners involve extensive welding between stainless steel (1Cr18Ni9Ti) and carbon steel (Q235-A), using numerous welding arcs. The weld joints are in various forms such as butt joints, corner joints, and lap joints. Due to the large dimensions of the components, the number of welds is significant and concentrated, leading to a heavy welding workload. Additionally, the welding process causes substantial deformation, making it challenging to control and requiring considerable correction efforts. This increases both the difficulty of manufacturing and the overall production cost. Through process testing, we implemented a new welding technique—using flux-cored wire CO₂ gas-shielded welding instead of traditional electrode arc welding. This method improves weld appearance, enhances product quality, and boosts production efficiency. The results have been promising, demonstrating improved performance and reliability in critical applications.
2. Process Testing
(1) In the first phase of the test, we evaluated the welding wire's performance using standard grade E309LT1-1, a φ 1.2mm flux-cored stainless steel wire, with CO₂ as the shielding gas. The test plate was made of 1Cr18Ni9Ti with a thickness of 12 mm. After the test, the chemical composition of the deposited metal met the required standards. We conducted the process performance test at different positions—flat, horizontal, and vertical welding. The wire fed smoothly, the arc was stable, and the weld appearance was neat. Slag removal was easy, with minimal spatter, indicating excellent process performance. (2) For the test plate welding, we followed the "Steam Boiler Safety Technical Supervision Regulations." We selected plates of 1Cr18Ni9Ti and Q235-A, each measuring 400mm × 125mm × 12 mm, with a V-groove. The base metal and deposited metal's chemical compositions and mechanical properties are listed in Table 2. The welding sequence involved three sides of the groove, root cleaning, and then welding the opposite side. The welding parameters are detailed in Table 3. (3) The test plate S1 was fully radiographed (100% RT) and passed the inspection. The chemical composition of the weld metal is presented in Table 4, while the mechanical properties of the welded joint are shown in Table 5.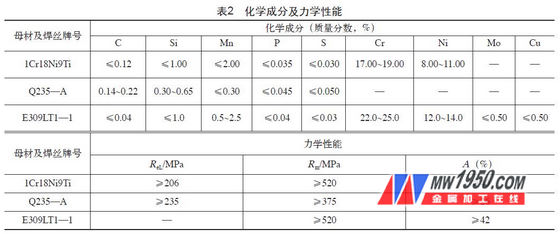
For more details, please refer to the attachment and read the contents of the 18th issue of Metalworking (Hot Processing).
1X19 Stainless Steel Wire Rope
The steel wire rope plays the role of bearing the load, and its performance is mainly determined by the steel wire. The steel wire is a round (or special-shaped) wire made of stainless steel, carbon steel or alloy steel by cold drawing or cold rolling. It is used to increase the elasticity and toughness of the steel wire rope, lubricate the steel wire, reduce friction and improve the service life. Commonly used rope core organic fibers (such as hemp, cotton), synthetic fibers, asbestos core (high temperature conditions) or soft metals and other materials. Folding type 1. Round strand wire rope 2. Braided wire rope 3. Flat wire rope.

1X19 Wire Rope,1 X 19 Wire Rope,1X19 Stainless Steel Wire Rope,1 X 19 Stainless Steel Wire Rope
Jiangsu Hongze Stainless Steel Wire Rope Co., Ltd , https://www.hzrope.com